Manufacturing a bespoke injection mould is a high-investment process and poses significant risks. The process has multiple stages and moving parts, meaning there’s room for error in design, manufacturing and trialling of a bespoke injection mould tool.
In this guide we’re breaking down the key risks across the entire injection mould tool lifecycle, and how we help mitigate them.
Why Bespoke Injection Moulding Carries Risk- In Short
There are multiple factors that influence the risk level of an injection mould tooling project:
High Initial Cost
Bespoke steel tools can range from thousands for simple parts to tens of thousands for complex designs involving multiple cavities or hydraulic mechanisms.
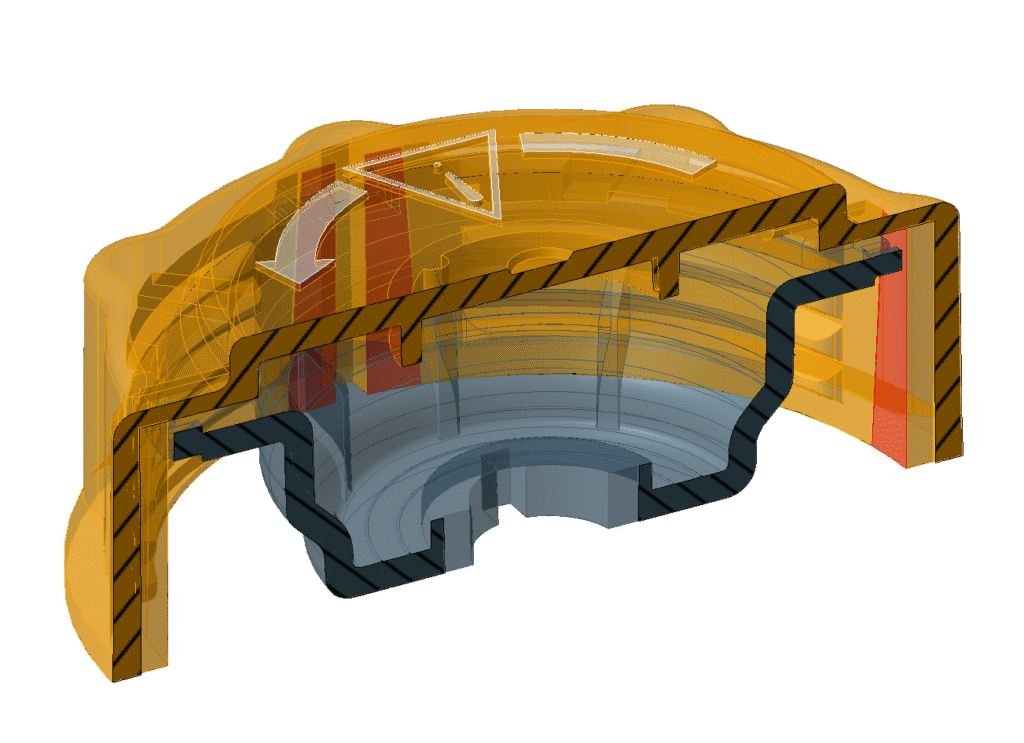
Design for Manufacturability
A part that looks good in CAD may not be easily moulded. Unforeseen complications / risks that can arise from features created by the designer such as undercuts, missing draft angles, insufficient radii, plus a host of other factors can increase tool complexity.
Unpredictable/long lead times
Delays in design approval and during trialling and approval stages can directly delay the entire product launch.
Permanent Mould Changes
It is costly to modify a mould tool if required. Usually this only happens when a part design was not fully thought through from the onset. Possibly the design for manufacture was not properly executed by part designer and toolmaker.
Material Miscalculation
Choosing the wrong material can lead to parts being manufactured outside of tolerance.
The 4 Core Risk Categories
Product Design Risks
The earliest stage of a project often carries the highest hidden risk.
A design that appears correct in CAD may not be suitable for injection moulding without modification.
There are many possible design issues such as:
- Undercuts
- Insufficient draft angles
- Uneven wall thicknesses
- Poor radii
- Complex geometries creating complex tooling
Design for Manufacture and Mould Flow Analysis are critical at this stage to help mitigate these issues.
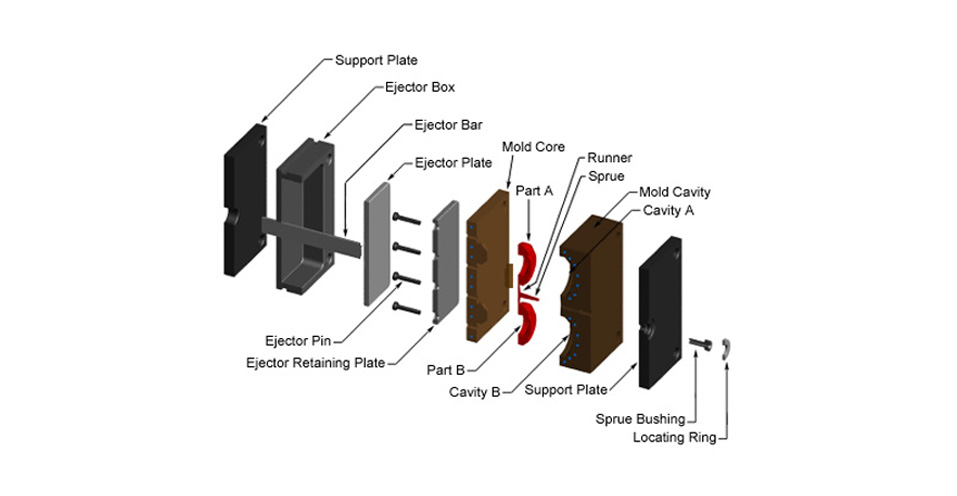
Mould Tool Risks
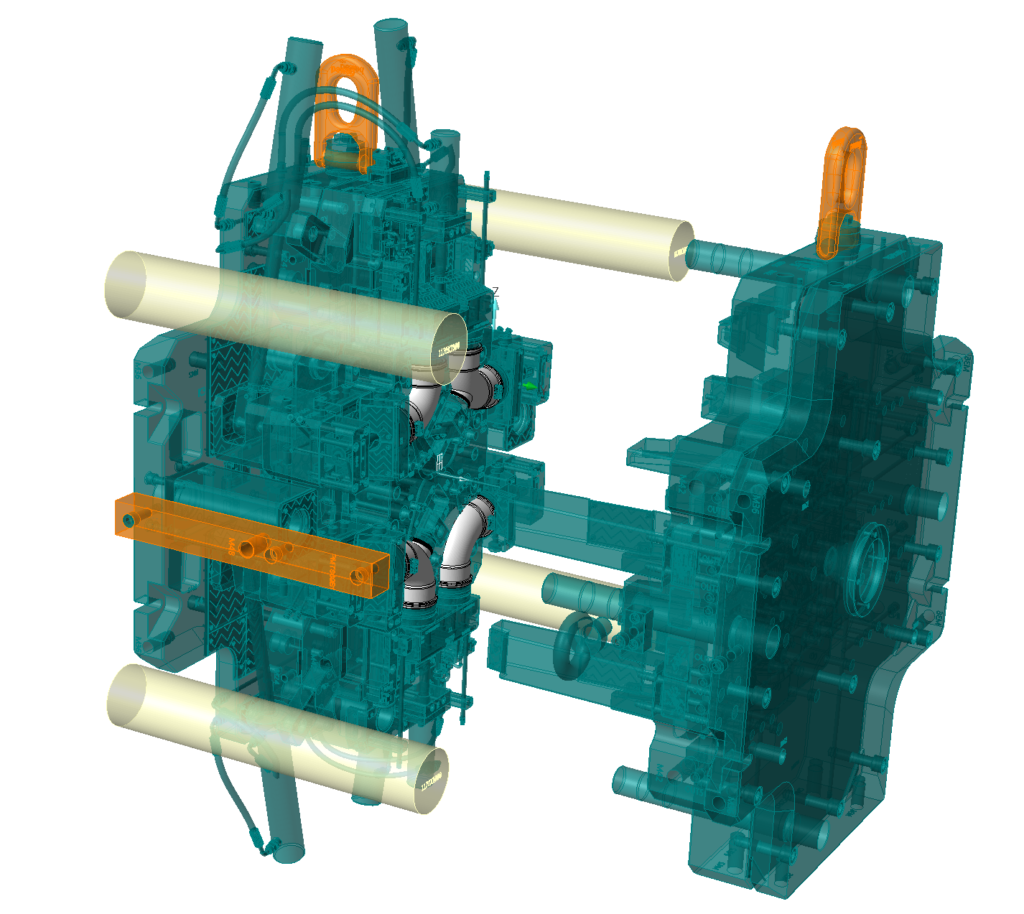
Even with a good part design, tool design itself also requires its own set of design considerations and engineering, such as:
- Gate location
- Cooling
- Venting
- Ejection
Every bespoke mould tool is unique, meaning each project requires individual engineering judgement.
Manufacturing Risks
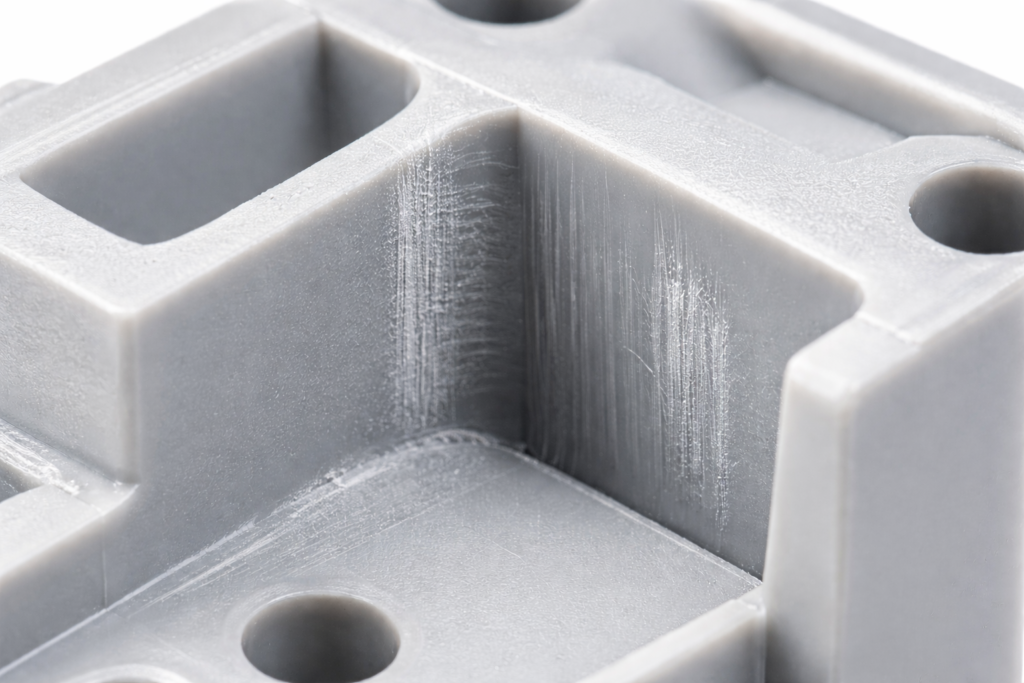
Defects can appear during the moulding process during tool trialing. Defects such as (but not limited to):
- Warping
- Short shots
- Sink marks
- Weld lines
- Tool wear
Oftentimes they arise from design decisions or a lack of design oversight with manufacture in mind.
Process Risks

Even with a well-designed tool, the moulding process itself introduces variability.
The key risks are:
- Incorrect process parameters
- Using new or untested polymers
- Inconsistent factory practices.
Which is why it’s important to have oversight to achieve consistent output.
Real World Scenarios
The level of risk varies on the context. Here’s three examples of how risk varies depending on the context:
Scenario A- Low Risk (20%)
- Client provides production-intent prototypes
- Full 2D and 3D data is available
- Material selection is confirmed
- Proven design principles can be applied
Outcome:
- Predictable tool design
- Minimal iteration during trials
- Lower likelihood of delays
Scenario B- Medium Risk (30-40%)
- Client provides prototypes not derived from production processes
- Material selection may be uncertain
- No proven tool design exists, but design can be adapted from known principles
Outcome:
- Increased development time
- Higher likelihood of design iteration
- Greater reliance on simulation and engineering judgement
Scenario C- High Risk (60-70%)
- No existing part design—full design responsibility lies with the toolmaker
- New or untested materials
- Completely bespoke tool design required
- New or unproven supply chain elements
Outcome:
- High engineering involvement
- Increased trial iterations
- Greater uncertainty in performance and lead time
How to Reduce Risk
There are three main areas that we help to reduce risk:
Design
As stated, errors in design can cause knock-on-effects to later stages in the mould tool process. The processes in ensuring risk in a client’s bespoke part is mitigated fully include:
- Design for Manufacture (DFM)– helps validate a part design, and suggest areas where changes can be made to mitigate risk during trialling and manufacture.
- Mould Flow Analysis (MFA)– further validates a part design by simulating how plastic flow will act within the part during manufacture.
- Structured Design Reviews
Supplier Oversight
We maintain close working relationships with our suppliers and manufacturing partners, allowing us to actively manage quality and progress throughout the tooling process.
Our oversight includes:
- Regular progress reporting, including weekly photo updates to track tool manufacture
- Defined project timelines, with clear milestones and accountability at each stage
- Ongoing communication with toolmakers, ensuring any issues are identified and addressed early
- Quality checks throughout manufacture, rather than only at final delivery
Tool Trialling
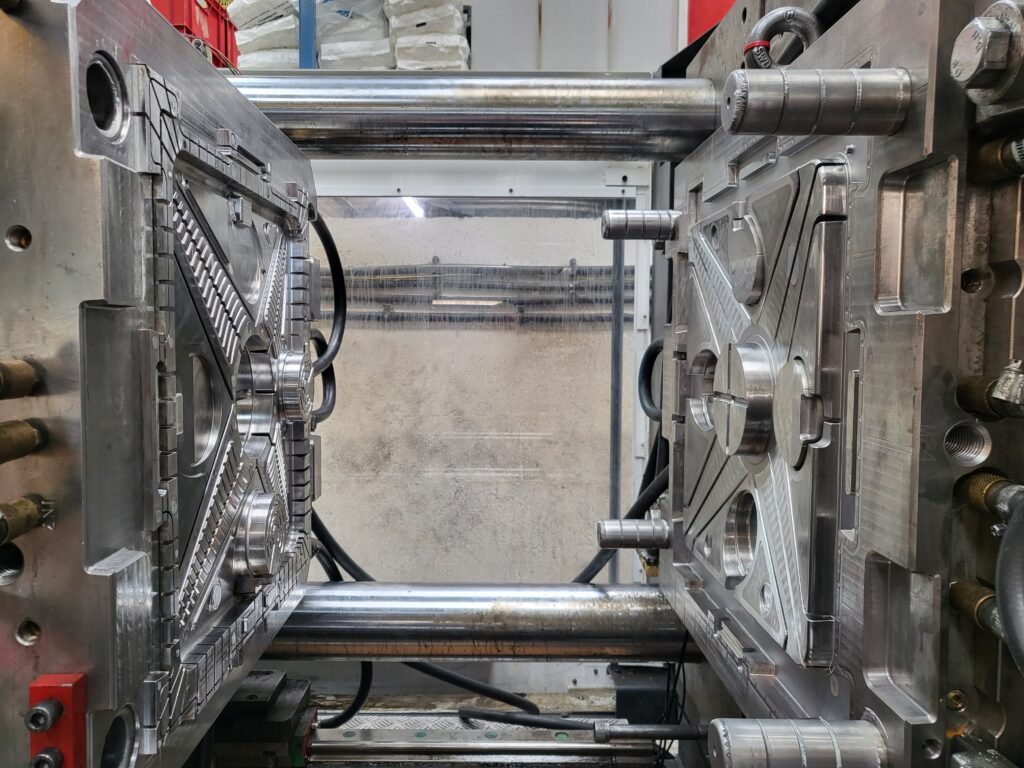
Tool trialling is where the bespoke injection mould tool is tested in real-world conditions.
Trials are typically conducted in stages: T1 (First Trial), T2 (Second Trial) and T3 (Final Trial).
The extensive trialling process helps identify issues, make adjustments and improve accuracy and consistency.
Each stage is supported by:
- Inspection reports (ISIR)
- Dimensional validation against specification
- Process parameter refinement
The Larger Risk Most Companies Don’t Account For
While significant risks occur across all stages in the production of an injection mould tool, the largest risk factor is when these risks compound.
Multiple issues cause delays across the process, resulting in lead-time slippage.
Delays throughout the entire process can result in:
- Additional tool modifications
- Extended trial phases
- Missed production deadlines
Lead-time slippage is the result of unmanaged risk across the entire process.
Conclusion
While bespoke injection moulding will always carry risk, the right experienced engineering approach means those risks can be controlled and reduced.
The earlier that risks are identified, the easier it is to solve them.
If you’re developing a new mould or unsure about design viability, early-stage engineering input can save significant cost and time.
Related Reading